Proper cable assembly design must take into consideration the conductor, insulation, shielding, and jacketing used.
Contributed by Ryan Satrom, Signal Integrity Engineer, Omnetics Connector Corp.

The cable is a critical part of most connector assemblies. It protects the wires from the external environment, as well as provides electrical paths for signals to reach their destination. Proper cable assembly design takes into consideration many different variables that may impact its mechanical and electrical performance. The conductor, insulation, and jacket material must be chosen careful. Additionally, various shielding methods must be considered. In this discussion, these critical decisions are described. Cables designed correctly should address all the needs of each specific application.
Conductor material
Copper is the conductor for nearly all wires that are used in cable-connector assemblies today, but there are several different versions that can be considered. There is standard copper and copper alloys. There are also different platings to be considered, and the question of solid versus stranded wire.
Base material — copper versus copper alloy
As mentioned, copper is the best and most popular option for the base material in wires. It provides an excellent balance of conductivity, formability and cost. Copper or copper alloy is the default conductor for nearly all cables used. There are a few other options such as platinum and stainless steel that are used sparingly, particularly in the medical industry which doesn’t use copper for implantable devices. High-strength copper alloys are typically used for space applications and for smaller wires (typically 32 AWG and smaller). They have a reduced conductivity but provide improved tensile strength which helps avoid breaking wires, which becomes a challenge with smaller wires.
Plating options – tin, silver, nickel
Plating is typically added to the wire for three reasons:
- To minimize oxidation and corrosion;
- To facilitate a simpler and more effective termination (either solder or crimp);
- To provide better high-frequency performance.
The platings used most often are:
- Tin (150°C temp rating): Typically used in low-cost commercial applications, tin provides a protective layer over the copper, ensuring that the copper will not oxidize. This allows for a crimp to make a solid connection to the copper. The downsides to tin is that it introduces soldering challenges due to tin whiskers, and it is a poor high-frequency material.
- Silver (200°C temp rating): Silver has excellent solderability as well as excellent conductivity for high-frequency applications.
- Nickel (260°C temp rating): Typically only used for high temperature applications, nickel is higher cost and is not as good for terminations and solderability. However, nickel has an excellent temperature rating (around 250° C).
Solid versus stranded wires
Stranded wires provide improved flexibility, improved flex life, and have significantly better crimpability. The most popular stranded wires include seven strands, but for applications that need additional flexibility, nineteen strand versions are available.
Solid wires are slightly cheaper and have a slightly lower resistance compared to the same diameter stranded wire. However, these slight benefits are rarely enough to justify their use. The only applications where solid wires are typically considered are very high-speed applications. This is because solid wires can provide lower skew (the difference in electrical length between two wires) due to a more concentric and symmetrical construction.
Insulation material
The insulation material is the material that surrounds the individual conductor wires. The purpose of an insulator is to protect wires from mechanical stress, and to prevent shorts and dielectric breakdown from nearby electrical signals.
 Key considerations
Key considerations
There are several parameters that should be considered when selecting an insulation material:
- Dielectric constant: The dielectric constant impacts the impedance and loss through the cable. The dielectric constant, however, does not impact the performance for low-speed signals, so it is only a concern for high-speed applications.
- Flexibility: Given the relatives sizes, the overall flexibility of the cable is influenced much more by the braid and jacket material. The flexibility of the insulation material still plays a role, but it is less critical.
- Temperature range: Temperature is important because it may impact the processability of the wires as well as the usability in the end environment. Processability is important because the insulation material must not melt if it needs to be soldered. Additionally, the material must not melt if a shrink tube is heated up and shrunk in the surrounding area.
- Flammability: Describes the ability of material to burn. Materials with good flammability ratings help minimize the amount of toxins released during fires.
- Outgassing: Outgassing consists of the releasing of gas from a material. This is primarily a concern in space where low outgassing materials are required in order to maintain a clean environment.
Insulation material options
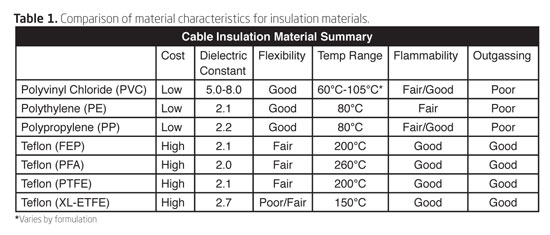
There are many different materials that can be used for insulation material, but the vast majority of applications can use materials from the following three categories: PVC, Polyolefin, and Teflon.
- PVC: There are countless different PVC formulations, all with slightly different characteristics, so it is difficult to provide specific characteristics of PVC. That said, there are general parameters that are relatively similar across most formulations. PVC is generally the cheapest material and is used widely in commercial cables. PVC is not a good material for any applications with high-speed, temperature, or outgassing requirements.
- Polyolefin: The polyolefin family includes both polyethylene and polypropylene. These materials are also popular in commercial markets due to their low cost. The low dielectric constant is what separates polyolefin materials from PVC, and makes them a great solution for high-speed applications. However, the low temperature range and poor outgassing limit the applications in which they can be used.
- Teflon: There are many flavors of Teflon, but the most popular Teflon materials used for insulation are FEP, PFA, and PTFE. For the significant majority of applications, these Teflon materials provide the best characteristics, both electrical and mechanical. Not only do they have a low dielectric constant for high-speed applications, Teflon has a high temperature rating and low outgassing characteristics. The other Teflon option used is cross-linked ETFE (XL-ETFE). Despite slightly lower electrical and temperature characteristics, XL-ETFE has good cold flow and radiation resistance, which is important in aerospace applications. The down- side of Teflon is that it can be up to ten times the cost of a material like PVC.
Cable shielding
The cable shield is a conductive material that surrounds wires inside a cable. The purpose of a shield is to prevent noise from disturbing the signals within the cable and its surrounding environment. There are two different types of shields within cables: an individual shield, around a single twisted pair to prevent crosstalk inside the cable, and an overall shield, around the entire cable bundle to prevent electromagnetic interference (EMI) from radiating into and out of the cable bundle.
Key considerations
There are several parameters that should be considered when selecting a cable shield:
- Shielding effectiveness measures the shield’s ability to prevent EMI. Can also be described as “percent coverage.”
- Flexibility has a significant impact on the flexibility of the overall cable.
- Flex life determines the ability of a cable to withstand flexing throughout the life of a cable.
- Low resistance ensures that the shield can mitigate low frequency signals.
Shielding options
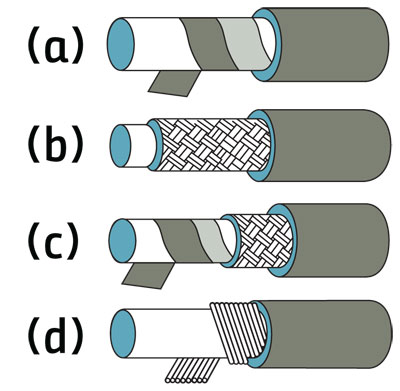
The various shielding options, shown in Figure 1, are described below.
- Foil shields have excellent shielding effectiveness—up to 100% in many cases—and is very thin which can lead to excellent flexibility. The downsides are poor flex life and high resistance.
- Braided shields have good flexibility, flex life and low resistance. However, they are not ideal for high frequency applications as it is impossible to achieve 100% shielding effectiveness. Typical braid coverage is between 80% and 95%.
- Foil and braided shields provide the best of both worlds and is the default choice for high-frequency applications. It combines the shielding effectiveness of the foil shield with the flex life of the braid.
- Serve shields consist of wires wrapped in a spiral around the wires. Serve shields work great for low
frequency applications. However, the spiral wrap creates a coil effect that causes issues for signals above about 1 MHz.
Importance of cable-connector shield termination
Good overall shielding effectiveness for a cable assembly is only achieved if the shield is properly terminated to the connector, on both ends of the harness. As a general rule, the overall shielding effectivess will be dictated by the size of the largest opening throughout the assembly (the smaller, the better). This large opening most often occurs at the cable-connector transition. To address this, it is important to maintain a termination across the full 360° of the cable-connector mate.
Cable jacket
The cable jacket is a non-conductive material that surrounds the entire wire bundle. The purpose of a jacket is to protect the internal components of the cable from the outside environment—chemicals, flames, moisture, etc.—and to improve the organization and appearance of the wire harness.
 Key considerations
Key considerations
There are several parameters that should be considered when selecting a cable jacket:
- Flame retardancy: Measures the ability of a material to resist catching fire.
- Low-smoke-zero-Halogen (LSZH): Halogens emit toxic fumes into the air when burned. LSZH jackets ensure that no toxins are emitted if the jacket were to catch fire.
- Ruggedness: Defines the ability of the cable to withstand rugged environments. Key factors in ruggedness are abrasion resistance—which is the ability to resist surface wear—and flexibility.
- Outgassing: The unwanted release of a gas from within the jacket material. Minimizing outgassing in components is critical in aerospace applications where outgassed substances condense onto nearby electronics and optics, impacting their functionality.
- Maximum temperature: The maximum temperature that a jacket can operate without noticeably impacting any of its critical properties.
- IP67/IP68: IP67 and IP68 ratings describe the ability of a component to remain dustproof and waterproof. In order for a cable assembly to achieve these ratings, the overmold must maintain a leakproof bond to the cable jacket.
- Autoclavability: An autoclave is often used in medical environments to sterilize a cable assembly which is intended to be cleaned and reused.
Jacket material options
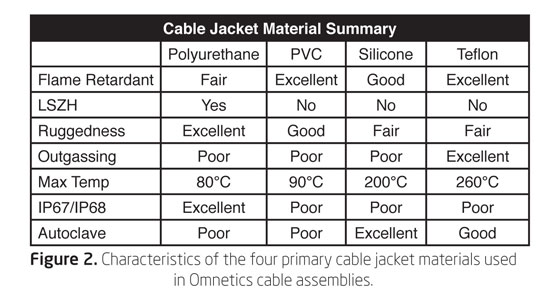
The four cable jacket materials listed below make up the jackets in about 90% of the cables used in Omnetics cable assemblies.
- Polyurethane is an excellent cable jacket material. Its combination of excellent ruggedness, ability to meet IP67/IP68 requirements, and availability in LSZH make it a highly desirable option for a significant number of cable applications.
- PVC is a low-cost option that works great for applications that do not have stringent ruggedness or IP67/IP68 requirements. PVC is used in nearly all commercial cables.
- Silicone is smooth, soft and flexible, and is a leading jacket material in medical applications. Silicone is desirable in applications where the look and feel of the cable are important, but there are no stringent environmental requirements.
- Teflon has an excellent temperature range and very low outgassing specifications. These characteristics make it the ideal solution for aerospace applications (low outgas) and down-hole applications (high temperature).
Conclusion
Cables are one of the most important aspects of any assembly design. By properly considering the materials and shielding options discussed in this article, designers should be equipped to successfully address the electrical and mechanical challenges that arise in cables in many of today’s applications.
Omnetics Connector Corp.
www.omnetics.com
Very good article. Covered the topics in concise form making much more understandable.